行业应用分类
Products Center
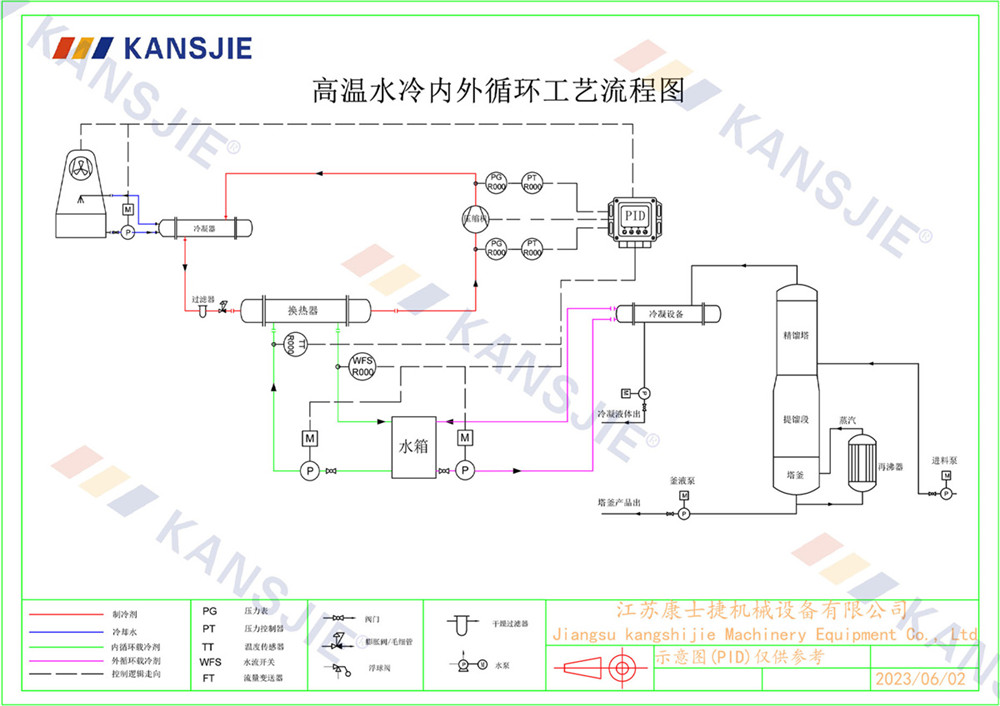
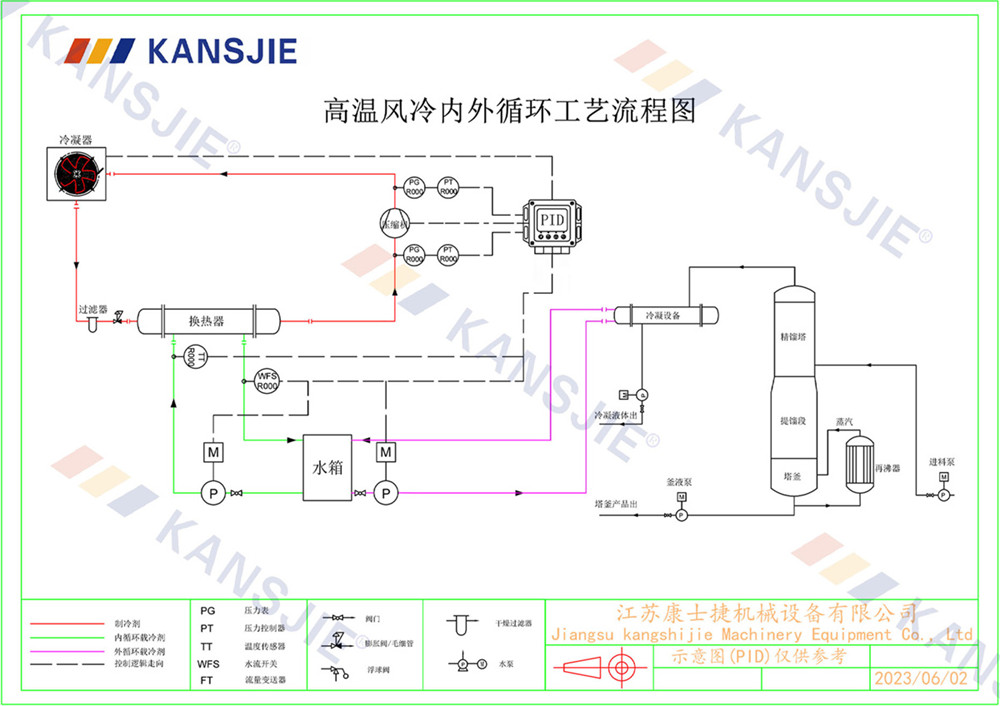
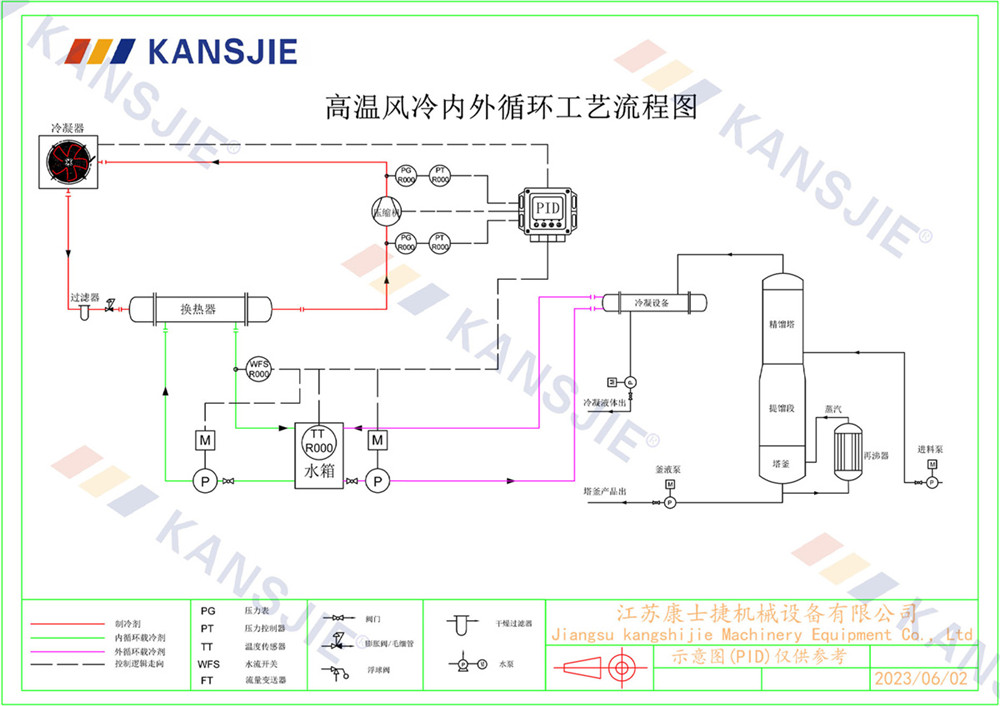
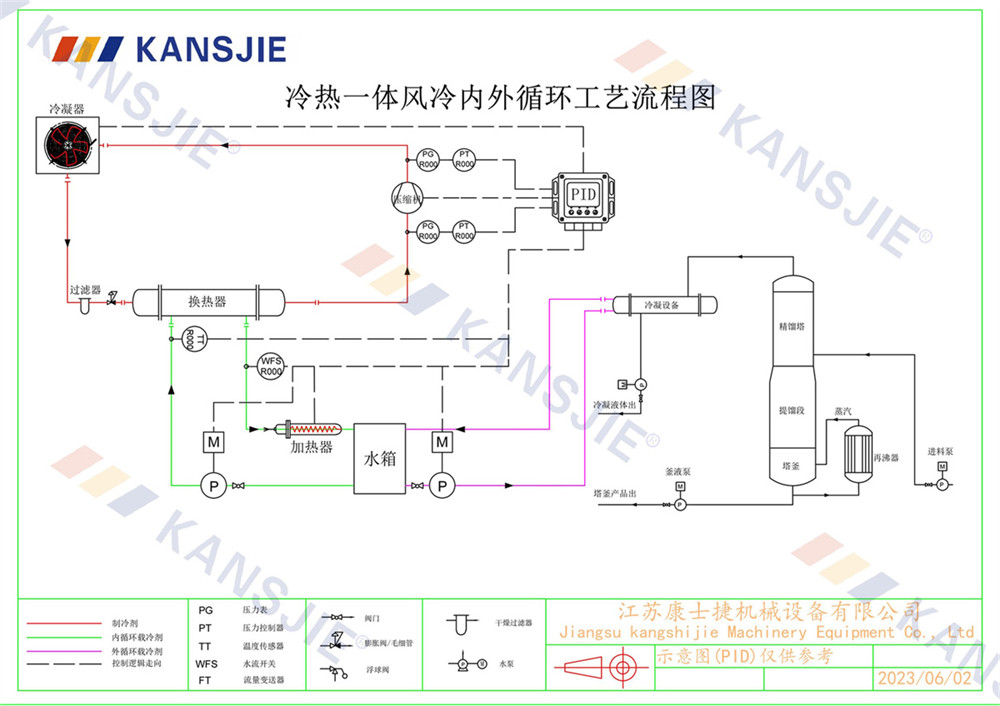
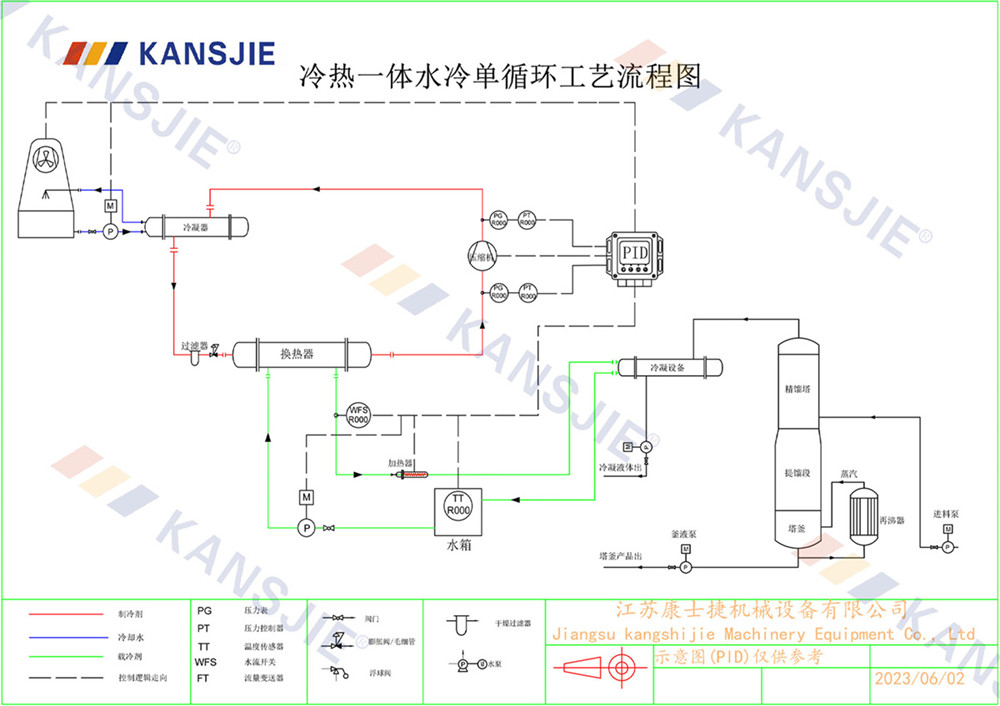
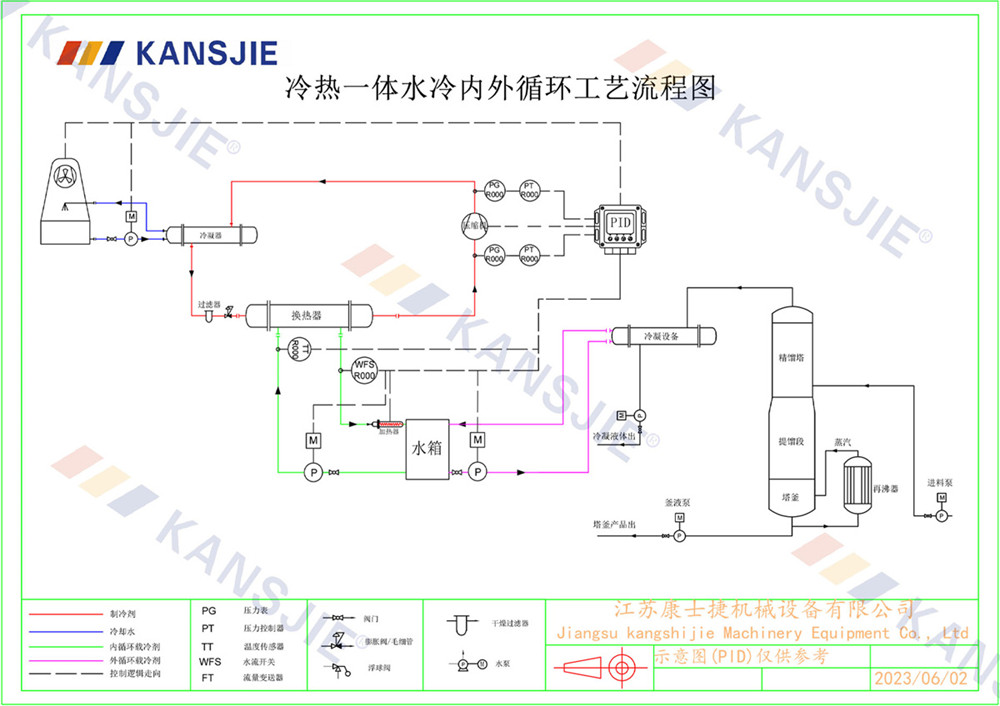
1. Process flow
The distillation tower chiller process mainly includes heating, evaporation, condensation, collection and other steps.
Heating: Heat the mixture above the boiling point to allow the volatile substances inside to evaporate.
Evaporation: The volatile gas passes through the packing layer inside the tower column and mixes with the flowing liquid to form a vapor-liquid mixture.
Condensation: The vapor-liquid mixture reaches the condensation section of the tower column, and after cooling, the volatile substances condense into liquids and are collected.
Collection: The separated liquid is collected by a collector to obtain pure volatile substances.
2. Cold water system
The cold water system of the distillation tower chiller includes cooling water inlet, cooling water outlet, cooling water circulation pipeline, etc. The main function of this system is to provide cooling water, cool the vapor-liquid mixture, and condense the volatile substances into a liquid. At the same time, the cold water system can also control the temperature and flow rate of the cooling water, thereby achieving precise control of the operating temperature of the distillation tower.
3. Advantages of Distillation Tower Chiller
Efficient cooling:
The distillation tower chiller adopts advanced refrigeration technology, which can achieve efficient and stable cooling effects. By precisely controlling the flow rate and temperature of the refrigerant, the chiller can control the temperature of the cooling water within the required range, achieving efficient cooling of the distillation tower. This efficient cooling can greatly improve distillation efficiency, shorten production time, and improve product quality.
Stable operation:
The distillation tower chiller has the characteristic of stable operation. The refrigeration system of the chiller adopts high-quality materials and precise manufacturing processes to ensure the stability and reliability of the equipment. At the same time, the chiller is also equipped with an intelligent control system, which can monitor and control the operation status of the equipment in real time, ensuring the stable operation of the equipment. This stable operation can reduce equipment failures and maintenance costs, and improve production efficiency.
Energy conservation and environmental protection:
The distillation tower chiller adopts advanced refrigeration technology, which can achieve efficient and stable refrigeration effects, while also having the characteristics of energy conservation and environmental protection. The refrigeration system of the chiller adopts efficient compressors and optimized components such as condensers and evaporators, which can reduce energy consumption and environmental pollution. In addition, the chiller is equipped with an intelligent control system that can automatically adjust according to actual needs, achieving optimal energy utilization.
No. 588, Jinmao Road, Luyang, Zhoushi Town, Kunshan City, Jiangsu Province
189-3611-6792 / 189-3611-6792
ks@ksjwk.com